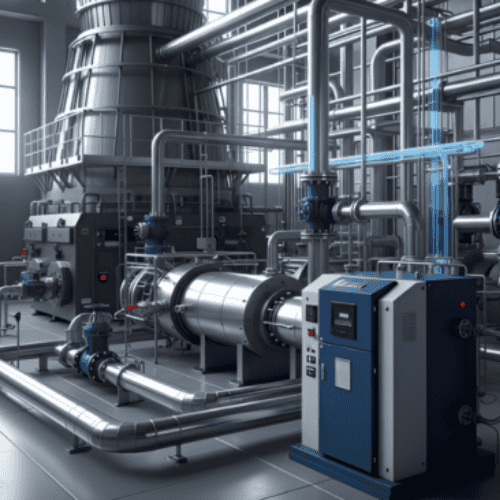
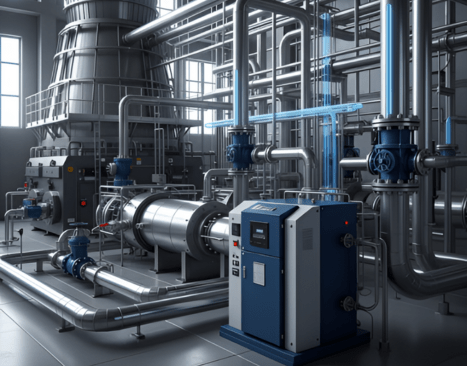
AMB INDUSTRIAL solutions are custom-engineered based on detailed site and process inputs such as flow rate, temperature, pressure, recirculation, water chemistry, and operating cycles, as captured through AMB’s technical questionnaire.
These systems are designed to protect boilers, cooling towers, heat exchangers, pipelines, and process equipment, preventing scale, corrosion, and efficiency loss—without chemicals, salt, or wastewater generation
Key Advantages
- Eliminates persistent scale and downtime
- Improves heat transfer and energy efficiency
- Protects pipes, boilers, and machinery
- No chemicals, no brine, no regulatory burden